
















Views: 0 Author: hmudcleaning Publish Time: 2023-04-14 Origin: Site
Before centrifugal pumps were used in drilling sites, spare piston pumps were customarily used to start drilling fluid hoppers. Because there are high-pressure drilling fluid guns, high-pressure resistant pipelines and connecting components are required. Pumps require huge power and expensive pipes, so they are expensive. The flow rate of the nozzle on the funnel is high, but the flow rate is small. The flow rate of the nozzle is conducive to full mixing, but the flow rate is usually less than 500gal/min, which limits the speed of adding materials.

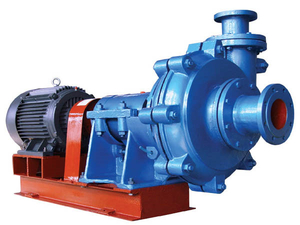
In the 1850s, centrifugal pumps have been used to feed drilling fluid hoppers. This requires the use of low-pressure equipment and a large amount of liquid to move quickly. The higher material addition rate reduces the working cost and reduces the cost of pipes, thereby saving money, and it is no longer necessary to use the main drilling fluid pump to mix the drilling fluid.
The pressure surface flow rate of the nozzle in the low pressure drilling fluid funnel is about 10/s. The size of the pressure-bearing pipeline usually decreases from 6 to 2in (152-5lmm), and the flow rate of the nozzle increases successively, but the pressure decreases successively. The high-speed fluid ejected from the nozzle passes through the opening between the ejector nozzle and the venturi, creating a partial vacuum area in the mixing chamber (or T-joint). The low pressure area in the T-joint works with gravity to suck the material in the funnel into the tee and liquid flow. The high-velocity fluid wets and disperses the drilling fluid additives into the fluid stream. This reduces the agglomeration of the material and is also the initial shear of the additive.

